Инструкция по переоборудованию системы среза жаток Claas TYP 700 и TYP D01.
«Тип/TYP указан на шилдике жатки»

Установка системы среза «Шумахер» производится в следующем порядке:
1. Выставить жатку на высоту, удобную для выполнения работ. Установить подставки, исключающие падение жатки.
2. Снимите с привода ремень.
3. Открутите два болта, которые держат головку ножа, от привода.
4. Извлеките нож и открутите пальцы (Фото №1).

5. Снимите привод (Фото №2).

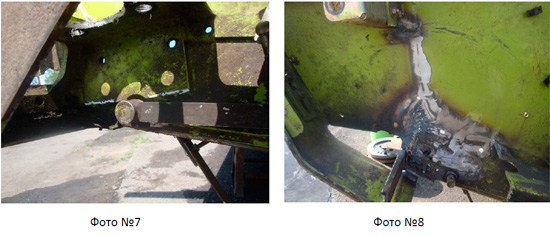
6. Удалить кронштейн крепления привода. Для этого нужно открутить три болта от бруса жатки и два болта от плиты жатки (Фото №3,4), которыми прикручен кронштейн и с помощью резака срезать кронштейн в тех местах где он приварен к боковине жатки по намеченным линиям (фото №5,6,7,8). Места среза зачищаем шлифовальной машиной.

7. Вырезаем полку уголка длиной 150 мм. пальцевого бруса для свободного хода ножа. И зачищаем срез шлифовальной машиной (фото №9,10).

8. Устанавливаем консоль. Для этого закрепляем консоль к корпусу жатки – тремя болтами к крепежным отливам на брусе жатки и двумя болтами к плите жатки. Первоначально болты полностью не затягиваем. Обращаем внимание на любые неровности, мешающие плотному прилеганию консоли к боковине жатки. При необходимости снимаем консоль и удаляем эти неровности с помощью шлифовальной машины (фото №11,12).

9. Приступаем к креплению пальцев к брусу жатки. Германия выпускает штампованные электросварные пальцы нескольких размеров:12,14, и 17мм. Применение пальцев определенного размера зависит от толщины бруса жатки. Поставляемые нами пластины трения, могут иметь толщину 5 и 6 мм. кроме того, поставляются регулировочные пластины толщиной 1 и 2 мм. Поэтому к моменту поставки деталей, важно знать точную толщину бруса жатки. На данной жатке толщина бруса 6мм. устанавливаем пластины трения 6 мм. где общая толщина составляет 12мм. (фото №13).

Для этого размера устанавливаем противорежущие пальцы 12мм., если отклониться от указанных размеров, нож будет либо зажат, или ухудшаться срез за счет увеличения зазоров. Монтаж пальцев идет от привода (фото №14).

10. В зависимости от ширины стола жатки обрезается последняя монтируемая пластина трения. Со стороны привода для свободного прохождения планок головки ножа, первым
устанавливается двойной усиленный открытый палец, затем тройной закрытый палец, а в последующем двойные закрытые пальцы. Первоначально болты не затягиваем. (фото №15).

11. Секционный нож состоит из головки ножа, спинки ножа по 2,4м. (арт. 13533) которые скрепляются друг с другом соединительными планками (арт. 10926). Общая длина ножа зависит от ширины стола жатки и отрезается на месте. Головка ножа крепится к спинке ножа болтами 6*28 (арт. 10072), соединительная планка к спинкам ножа болтами 6*18 (арт. 10067), а сегменты специальным зубчатым болтом 6*16 (арт. 10931). Монтаж сегментов на нож идет со стороны головки ножа. Первым устанавливается зачисточный сегмент (арт. 13935), вторым сегмент основной (арт. 10961) надписью и насечкой кверху. Последующие чередуются, конечный сегмент зачисточный.
12. Устанавливаем собранный нож со стороны консоли и подтягиваем болты на двойном открытом и тройном пальцах (фото №16).

13. Устанавливаем привод или кондуктор на консоль и крепим четырьмя болтами. Затем в головку ножа вставляем фторопластовое кольцо (арт. 12543, рекомендуется замена кольца перед началом сезона с/х работ) и одеваем ее на подшипник (арт. 10258) суппорта редуктора. Для облегчения установки головки ножа на подшипник, круглогубцами нажимаем в отливы головки, за счет чего она несколько раздвигается и легко одевается на
подшипник. В незатянутом состоянии смотрим, чтобы плоскость головки ножа была параллельна плоскости нижней части суппорта и зазор между ними составлял 3-4мм. После чего затягиваем болты крепления консоли к брусу и плите жатки(фото №17,18,19).

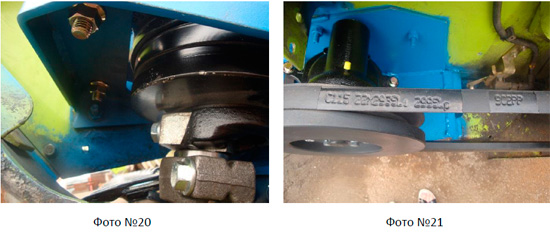
14. Затем сверлим отверстия в боковине жатки и крепим консоль болтами М12*35(фото №20,21,)
15. Для жесткости конструкции привариваем пластину к ребру жесткости жатки и консоли (фото №22). После чего зачищаем сварочные швы шлифовальной машинкой.

16. Покрасить консоль. Перед покраской консоль обезжирить.
17. Затягиваем болты привода.
18. Затягиваем стяжной болт головки ножа, но перед этим внимательно смотрим , чтобы нож не был прижат к кромкам пальцев , а максимально двигаться по центру пальцев. После чего затягиваем болты крепления пальцев (фото №23).

19. Установить приводной ремень.
20. Монтаж системы среза закончен (фото №25).

21. Вручную за шкив проворачиваем редуктор. Проверку правильности монтажа можно увидеть по крайним точкам движения сегмента относительно пальца. В идеале, при движении вправо и влево ножа должен выступать относительно грани пальца на 3-4 мм. (фото №26).

22. Вся система готова к работе. Перед первым испытанием рекомендуется режущий механизм слегка смазать отработанным маслом.
В случае возникновения вопросов обращаться по адресу: ООО «Виттерра-ЮГ»,
Россия, г. Ставрополь, проспект Юности, 18 А
Контактное лицо — Руслан Ившин
тел: 8 (918) 885-33-82
тел: 8 (962) 453-43-92
Оставьте заявку прямо сейчас и наш менеджер свяжется с Вами в ближайшее время.
Мы работаем для Вас 24 часа в сутки. Спасибо Вам.
Оставить ответ